![]() Controlador de soldadura DS3
Controlador de soldadura DS3
Manual d'instruccions
Controlador de soldadura DS3

Gràcies per la compraasing the OMEGA.
Llegiu atentament aquestes instruccions per fer un ús adequat d'aquesta màquina. Assegureu-vos de llegir "Notes de seguretat" abans d'utilitzar la màquina. Aquesta informació us protegeix de possibles perills durant l'ús.
Notes de seguretat
- Aquest manual inclou la informació important per utilitzar aquesta màquina amb seguretat. Això també inclou informació útil per prevenir lesions o danys a la propietat. Si us plau, llegiu atentament aquest manual abans de connectar o utilitzar l'OMEGA.
- Guardeu aquest manual a prop de la màquina en tot moment.
Subministrament només especificat voltage - No connecteu-vos a una font d'alimentació superior al volum especificattage. Si voltage, es poden produir descàrregues elèctriques i/o danys a la unitat.
- Assegureu-vos que la presa de corrent estigui correctament connectada a terra. Si la presa de corrent no està correctament connectada a terra, es poden produir descàrregues elèctriques i/o danys a la unitat.
Temperatura ambient de treball i humitat relativa - Aquesta màquina ha estat dissenyada per utilitzar-se entre 10 ~ 40 graus C, 10% ~ 85%.
- No utilitzeu aquesta màquina superant aquestes condicions.
Configuració de la temperatura del controlador de l'escalfador - No configureu la temperatura del controlador de l'escalfador per sobre dels 500 graus C. Pot provocar un mal funcionament.
Manipular amb cura - Aquesta màquina està dissenyada per utilitzar un alimentador de soldadura i un ferro calent per soldar. Tocar un soldador escalfat provocarà cremades greus. Assegureu-vos que la planxa s'hagi refredat abans de tocar-la per substituir el cartutx de la planxa.
- Si us plau, manegeu aquesta màquina amb cura. Si la màquina es deixa caure o té un gran impacte/vibració, pot provocar un mal funcionament. Si no feu servir la màquina durant molt de temps
- Apagueu l'alimentació, traieu el cable d'alimentació i manteniu-lo en un lloc sec i fresc.
Si observeu un mal funcionament de la màquina - Si la màquina funciona malament, apagueu immediatament l'alimentació i poseu-vos en contacte amb el distribuïdor al qual vau comprar la màquina.
El període de garantia - El període de garantia és d'un any després de l'entrega del producte.
Si durant el període de garantia es produeix un mal funcionament inesperat de la qual és responsable la nostra empresa, el repararem de manera gratuïta.
Immunitat de responsabilitat
- No assumim cap responsabilitat pels danys causats per mal ús, errors, accidents, ús en condicions anormals o desastres naturals, com en un terratrèmol, un incendi, etc.
- No assumim cap responsabilitat per pèrdues per contingència (pèrdua de negoci, aturada de negoci, hores extraordinàries, ferralla o producció reduïda) causades per una aturada de la màquina o qualsevol problema amb les peces de recanvi i consumibles d'Apollo Seiko.
- No assumim cap responsabilitat per pèrdues o danys causats pel funcionament amb altres mitjans no esmentats en aquest manual.
- No assumim cap responsabilitat per pèrdues o danys causats per una connexió incorrecta amb altres equips.
- Si per qualsevol motiu el circuit intern és tampeditat amb alteració o reparació sense el consentiment per escrit d'Apollo Seiko, la garantia és nul·la i sense efecte. El client pot fer els ajustos d'eines necessaris, substituir les puntes de soldadura i fer els ajustos necessaris al controlador de temperatura.
11. Especificacions de comunicació del controlador extern
11.1 Especificacions de la comunicació en sèrie
Estàndard de comunicació: RS-232C
Protocol de comunicació No tràmit
Número de connexió: 1 a 1
Sistema de sincronització: Start – Stop Sistema de sincronització
Codi de transmissió ASCII
Interfície Sistema de triple cable (TxD / RxD / GND)
Velocitat de comunicació: 9600bps
Longitud del bit inicial: 1 bit (fix)
Longitud del bit de parada: 8 bits
Paritat Cap
Temps de retard de resposta: 0~250 ms'
11.2 Format de comunicació Tota la comunicació és STX + text de la unitat principal + ETX + format SUM.
Tota la comunicació és STX + text de la unitat principal + ETX + format SUM.
| STX | Text principal | ETX | SUMA (més alta) | SUMA (menor) |
La SUMA és el valor que resulta d'afegir els valors decimals dels caràcters del text principal, convertint-los a hexadecimals i afegint els 2 bytes resultants després d'ETX.
Quan la SUMA supera la longitud de dades de 8 bits, només s'han de mantenir els dos valors menys significatius.
Per exemple, si SUM és 1526 igual a 5F6h en hexadecimal que supera el límit de 8 bits, en aquest cas només es tindran en compte els dos dígits menys significatius ("F6"), que són els dos bytes que s'afegiran. (utilitzant caràcters majúscules anglesos) després d'ETX.
Si el valor SUMA afegit a l'ordre i el valor SUMA calculat no coincideixen, l'ordre es tracta com a dades no autoritzades, s'ignora i s'elimina. Quan això passa, l'ordre es descarta i la sol·licitud de retransmissió no es realitza.
Càlcul del valor SUMA example En cas de STX + [K12C] + ETX + SUM 75(4Bh) + 49(31h) + 50(32h) + 67(43h) = 241(F1h)
| STX | 'K' | '1' | '2' | 'C' | ETX | 'F' | '1' |
| 02h | 4 Bh | 31h | 32h | 43h | 03h | 46h | 31h |
11.3 Diverses ordres
11.3.1 A: Sol·licitud d'informació del controlador de soldadura
| 【Codi】 | 41H('A') |
| 【Funció】 | Sol·licitud d'informació del controlador de soldadura |
| 【Direcció】 | Controlador extern → Controlador de soldadura |
| 【Dades】 | Cap |
| 【Explicació】 | Comprova l'estat del controlador de soldadura (solder shortage / soldadura obstruïda). Quan el controlador de soldadura rep aquesta ordre, retorna l'ordre "a". |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'A' | ETX | SUMA | |
11.3.2 a: Resposta a la sol·licitud d'informació del controlador de soldadura
| 【Codi】 | 61H('a') |
| 【Funció】 | Devolució de la informació del controlador de soldadura |
| 【Direcció】 | Controlador de soldadura → Controlador extern |
| 【Dades】 | Estat (0:Normal, 1:Soldat shortage, 2:Soldadura obstruïda, 3:Soldadura shortage & Soldadura obstruïda) |
| 【Explicació】 | És una resposta a l'ordre A del controlador extern. |
| 1 | 2 | 3 | 4 | 5 | 6 |
| STX | 'a' | estat | ETX | SUMA | |
11.3.3 B: Sol·licitud d'estat de control de temperatura
| 【Codi】 | 42H('B') |
| 【Funció】 | Sol·licitud d'estat de control de temperatura |
| 【Direcció】 | Controlador extern → Controlador de soldadura |
| 【Dades】 | Cap |
| 【Explicació】 | Comprova l'estat de funcionament del controlador de temperatura del controlador de soldadura. Quan el controlador de soldadura rep aquesta ordre, retorna "b". |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'B' | ETX | SUMA | |
11.3.4 b: Resposta a la sol·licitud d'estat de control de temperatura
| 【Codi】 | 62H('b') |
| 【Funció】 | Retorn de sol·licitud d'estat de control de temperatura |
| 【Direcció】 | Controlador de soldadura → Controlador extern |
| 【Dades】 | 0:A punt o normal, 1: en preparació/error (*Llest o normal: Estat del senyal READY alt) |
| 【Explicació】 | És una resposta a l'ordre B del controlador extern. |
| 1 | 2 | 3 | 4 | 5 | 6 |
| STX | 'b' | Estat | ETX | SUMA | |
11.3.5 C: Sol·licitud de transferència de condicions de soldadura
| 【Codi】 | 43H('C') |
| 【Funció】 | Sol·licitud de transferència d'estat de soldadura |
| 【Direcció】 | Controlador extern → Controlador de soldadura |
| 【Dades】 | Número d'estat de la soldadura |
| 【Explicació】 | Demana la condició de soldadura desada al controlador de soldadura. El número de condició de soldadura s'especifica amb hexadecimals/4 dígits (2 bytes). Per exemple: quan la condició de soldadura és 124, especifica 007CH. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| STX | 'C' | Número d'estat de la soldadura | ETX | SUMA | ||||
11.3.6 c: Sol·licitud de transferència de dades de l'estat de la soldadura
| 【Codi】 【Funció】 【Direcció】 |
63H('c') Sol·licitud de transferència de dades de l'estat de la soldadura Controlador de soldadura → Controlador extern |
|
| 【Dades】 | Número d'estat de soldadura 000, 101~199, 201~299, 301~399
Mode de soldadura 0, 1, 2, 3, 4, 5 |
4 byte
1 byte |
| Temps d'augment de la temperatura de configuració SV2 | 3 byte | |
| 1a quantitat d'alimentació de filferro de soldadura | 3 byte | |
| 1a velocitat d'alimentació del fil de soldadura | 3 byte | |
| 1a quantitat d'inversió del cable de soldadura | 3 byte | |
| Velocitat d'inversió del primer fil de soldadura | 3 byte | |
| Temps de preescalfament | 3 byte | |
| 2a quantitat d'alimentació de filferro de soldadura | 3 byte | |
| 2a velocitat d'alimentació del fil de soldadura | 3 byte | |
| Segona quantitat d'inversió del cable de soldadura | 3 byte | |
| Velocitat inversa del segon fil de soldadura | 3 byte | |
| Temps de calefacció | 3 byte | |
| 3a quantitat d'alimentació de filferro de soldadura | 3 byte | |
| 3a velocitat d'alimentació del fil de soldadura | 3 byte | |
| 3a quantitat d'inversió del cable de soldadura | 3 byte | |
| Velocitat inversa del 3r cable de soldadura | 3 byte | |
| Temps de la piscina de soldadura | 3 byte |
【Explicació】
És una ordre de retorn a C des del controlador extern.
És una notació hexadecimal / 3 dígits, excepte el número de condició de soldadura i el mode de soldadura.
És una notació hexadecimal / 4 dígits en el número de condició de soldadura.
És una notació hexadecimal / 1 dígit en mode de soldadura.
El valor dividit per 10 després de convertir-lo en nombres decimals es converteix en el valor de configuració real.
Si especifica un número de condició de soldadura que no existeix a l'ordre C, ignora l'ordre.
El nombre de mode de soldadura és el següent;
0: Soldadura de punt especial
1: Soldadura especial de llisca
2: Soldadura especial per punt de soldadura (sense moviment de planxa)
3: Soldadura especial de lliscament fàcil
4: Presoldadura
5: Set Temp
Quan el mode de soldadura és "5: Set Temp", retorna la temperatura establerta i el procés de temperatura establerta.
| Ajustar la temperatura | 3 byte |
| Procés de temperatura fixada | 3 byte |
Quan el número de condició de soldadura és 0, retorna el temps de neteja de bufat d'aire.
| Número d'estat de la soldadura | 0 | 4 byte |
| Temps de bufat d'aire | 3 byte |
Excepte l'operació de temperatura/neteja establerta
| 1 | 2 | 3 | 4 | 5 | 6 | … | 54 | 55 | 56 |
| STX | 'c' | Número d'estat de la soldadura | … | ETX | SUMA | ||||
Configuració de l'operació de temperatura
| 1 | 2 | 3 | 4 | 5 | 6 | … | 12 | 13 | 14 |
| STX | 'c' | Número d'estat de la soldadura | … | ETX | SUMA | ||||
Operació de neteja
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| STX | 'c' | '0' | '0' | '0' | '0' | Temps de bufat d'aire | ETX | SUMA | |||
11.3.7 D: Sol·licitud de transferència de dades de l'estat de la soldadura
| 【Codi】 【Funció】【Direcció】 |
44H('D') Sol·licitud de transferència de dades de l'estat de la soldadura Controlador extern → Controlador de soldadura |
|
| 【Dades】 | Número d'estat de soldadura 000, 101~199, 201~299, 301~399 Mode de soldadura 0, 1, 2, 3, 4, 5 |
4 byte 1 byte |
| Temps d'augment de la temperatura de configuració SV2 | 3 byte | |
| 1a quantitat d'alimentació de filferro de soldadura | 3 byte | |
| 1a velocitat d'alimentació del fil de soldadura | 3 byte | |
| 1a quantitat d'inversió del cable de soldadura | 3 byte | |
| Velocitat d'inversió del primer fil de soldadura | 3 byte | |
| Temps de preescalfament | 3 byte | |
| 2a quantitat d'alimentació de filferro de soldadura | 3 byte | |
| 2a velocitat d'alimentació del fil de soldadura | 3 byte | |
| Segona quantitat d'inversió del cable de soldadura | 3 byte | |
| Velocitat inversa del segon fil de soldadura | 3 byte | |
| Temps de calefacció | 3 byte | |
| 3a quantitat d'alimentació de filferro de soldadura | 3 byte | |
| 3a velocitat d'alimentació del fil de soldadura | 3 byte | |
| 3a quantitat d'inversió del cable de soldadura | 3 byte | |
| Velocitat inversa del 3r cable de soldadura | 3 byte | |
| Temps de la piscina de soldadura | 3 byte |
【Explicació】
Estableix una condició de soldadura del controlador extern al controlador de soldadura.
És una notació hexadecimal / 3 dígits, excepte el número de condició de soldadura i el mode de soldadura.
Si les dades tenen un punt decimal, el valor que ha omès el punt decimal s'expressa en hexadecimal.
Example 1: 3.5s⇒35(23H), example 2: 10.0s⇒100(64H) És una notació hexadecimal/4 dígits en el número de condició de soldadura.
És una notació hexadecimal / 1 dígit en mode de soldadura.
El valor dividit per 10 després de convertir-lo en nombres decimals es converteix en el valor de configuració real.
Si especifica un número de condició de soldadura que no existeix, ignora l'ordre.
Si especifica un mode de soldadura que no existeix, ignora l'ordre.
Si una dada està fora de l'interval, ignora l'ordre.
El nombre de mode de soldadura és el següent;
0: Soldadura de punt especial
1: Soldadura especial de llisca
2: Soldadura especial per punt de soldadura (sense moviment de planxa)
3: Soldadura especial de lliscament fàcil
4: Presoldadura
5: Set Temp
* El valor en cas de soldadura de punt i soldadura de llisca no és fix.
Quan el mode de soldadura és "5. Set Temp”, estableix la temperatura establerta i el procés de temperatura establerta.
| Ajustar la temperatura | 3 byte |
| Procés de temperatura fixada | 3 byte |
Quan el número de condició de soldadura és 0, estableix el temps de neteja de bufat d'aire
| Número d'estat de la soldadura | 4 byte |
| Temps de bufat d'aire | 3 byte |
Excepte l'operació de temperatura/neteja establerta
| 1 | 2 | 3 | 4 | 5 | 6 | … | 54 | 55 | 56 |
| STX | 'D' | Número d'estat de la soldadura | … | ETX | SUMA | ||||
Configuració de l'operació de temperatura
| 1 | 2 | 3 | 4 | 5 | 6 | … | 12 | 13 | 14 |
| STX | 'D' | Número d'estat de la soldadura | … | ETX | SUMA | ||||
Operació de neteja
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| STX | 'D' | '0' | '0' | '0' | '0' | Temps de bufat d'aire | ETX | SUMA | |||
11.3.8 d: Resposta a la sol·licitud de dades de l'estat de la soldadura
| 【Codi】 | 64H('d') |
| 【Funció】 | Devolució de les dades de l'estat de soldadura |
| 【Direcció】 | Controlador de soldadura → Controlador extern |
| 【Dades】 | Cap |
| 【Explicació】 | És una resposta d'un controlador extern a l'ordre D. Responde quan es rep l'ordre D amb normalitat. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'd' | ETX | SUMA | |
11.3.9 F: Sol·licitud d'estat de temp del conjunt de soldadura especial
| 【Codi】 | 46H('F') |
| 【Funció】 | Estableix la sol·licitud d'estat temporal |
| 【Direcció】 | Controlador extern → Controlador de soldadura |
| 【Dades】 | Cap |
| 【Explicació】 | El controlador extern sol·licita l'estat Set Temp al controlador de soldadura. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'F' | ETX | SUMA | |
11.3.10 f : Informe d'estat de temp del conjunt de soldadura especial
| 【Codi】 | 66H('f') |
| 【Funció】 | Estableix l'informe d'estat temporal |
| 【Direcció】 | Controlador de soldadura → Controlador extern |
| 【Dades】 | Estat En cas de rang, no comprova quan "Range de temperatura d'alarma Baix < PV < Interval de temperatura d'alarma alt", retorna 0. Excepte, retorna 1. En cas de valor de configuració Quan PV considera que és la temperatura òptima, retorna 0. Excepte això, retorna 1. |
| 【Explicació】 | Respon a l'ordre Set Temp state a F que prové del controlador superior. |
| 1 | 2 | 3 | 4 | 5 | 6 |
| STX | 'f' | Estat | ETX | SUMA | |
11.3.11 G: Sol·licitud de transferència només en mode de soldadura
| 【Codi】 | 47H('G') |
| 【Funció】 | Sol·licitud de transferència només en mode de soldadura |
| 【Direcció】 | Controlador extern → Controlador de soldadura |
| 【Dades】 | Cap |
| 【Explicació】 |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'G' | ETX | SUMA | |
11.3.12 g: Devolució de la sol·licitud de transferència només en mode de soldadura
| 【Codi】 | 67H('g') |
| 【Funció】 | Retorn de sol·licitud de transferència només en mode de soldadura |
| 【Direcció】 | Controlador de soldadura → Controlador extern |
| 【Dades】 | Només en mode de soldadura |
| 【Explicació】 | Retorna el número de mode de soldadura del número de condició de soldadura 301~399 com a dades contínues |
| 1 | 2 | 3 | … | … | 102 | 103 | 104 | 105 |
| STX | 'g' | Número de mode de soldadura | ETX | SUMA | ||||
11.3.13 H : Execució de la soldadura
| 【Codi】 | 48H('H') |
| 【Funció】 | Execució de soldadura |
| 【Direcció】 | Controlador extern → Controlador de soldadura |
| 【Dades】 | Número d'estat de la soldadura |
| 【Explicació】 | El controlador extern demana al controlador de soldadura que executi la soldadura. Quan s'especifica un número de condició de soldadura que no existeix, ignora el comandament. En cas de soldadura de punt, retorna l'ordre h després d'una sèrie de soldadures s'ha completat l'operació. En cas de soldadura de diapositives, retorna l'ordre i quan s'ha completat la primera soldadura. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| STX | 'H' | Número d'estat de la soldadura | ETX | SUMA | ||||
11.3.14 h : Informe de finalització de la soldadura
| 【Codi】 | 68H('h') |
| 【Funció】 | Informe de finalització de la soldadura |
| 【Direcció】 | Controlador de soldadura → Controlador extern |
| 【Dades】 | Cap |
| 【Explicació】 | Torna la finalització de l'operació de soldadura a l'ordre H que és de la part superior controlador. En cas de soldadura de diapositives, aquesta ordre no es retorna. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'h' | ETX | SUMA | |
11.3.15 I : Sol·licitud d'inici de soldadura de diapositives
| 【Codi】 | 49H('I')、4AH('J') |
| 【Funció】 | I: Sol·licitud d'inici de soldadura lliscant |
| 【Direcció】 | Controlador extern → Controlador de soldadura |
| 【Dades】 | Cap |
| 【Explicació】 | Consulteu "13.2 Operació de soldadura de diapositives" sobre el funcionament. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'I' | ETX | SUMA | |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'J' | ETX | SUMA | |
11.3.16 i: Informe de finalització de la primera alimentació de la soldadura de diapositives, j: Informe de finalització del preescalfament de la soldadura de diapositives, k: Informe de finalització de la soldadura de la diapositiva
| 【Codi】 | 69H('i')、6AH('j')、6BH('k') |
| 【Funció】 | i: Informe de finalització del primer alimentació de la soldadura de diapositives j: Informe de finalització del preescalfament de la soldadura lliscant k: Informe de finalització de la soldadura de llisca |
| 【Direcció】 | Controlador de soldadura → Controlador extern |
| 【Dades】 | Cap |
| 【Explicació】 | Consulteu "13.2 Operació de soldadura de diapositives" sobre el funcionament. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'jo' | ETX | SUMA | |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'j' | ETX | SUMA | |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'k' | ETX | SUMA | |
11.3.17 N : Informe de finalització de la soldadura de diapositives fàcils
| 【Codi】 | 4EH('N') |
| 【Funció】 | Informe de finalització de la soldadura de diapositives fàcil |
| 【Direcció】 | Controlador extern → Controlador de soldadura |
| 【Dades】 | Cap |
| 【Explicació】 | Consulteu "13.6 Funcionament de soldadura fàcil de soldadura especial" sobre el funcionament. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| STX | 'K' | Ajustar la temperatura | ETX | SUMA | |||
11.3.18 K : Canvi SV del controlador de temperatura
| 【Codi】 | 4BH('K') |
| 【Funció】 | Canvi SV del controlador de temperatura |
| 【Direcció】 | Controlador extern → Controlador de soldadura |
| 【Dades】 | Temperatura 3 dígits (notació hexadecimal) |
| 【Explicació】 | Una temperatura especificada s'estableix a "Configuració de la temperatura" del paràmetre del sistema. Quan és un valor per sobre de la configuració de temperatura màxima, no s'establirà. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'P' | ETX | SUMA | |
11.3.19 P : Inici d'alimentació manual de soldadura
| 【Codi】 | 50H('P') |
| 【Funció】 | Inici d'alimentació manual de soldadura |
| 【Direcció】 | Controlador extern → Controlador de soldadura |
| 【Dades】 | Cap |
| 【Explicació】 | Quan rep aquesta ordre mentre s'atura l'operació automàtica, comença a alimentar el cable de soldadura. Continua alimentant la soldadura fins que rep l'ordre de finalització d'alimentació manual de soldadura. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'Q' | ETX | SUMA | |
11.3.21 R : Inici de la soldadura manual inversa
| 【Codi】 | 52H('R') |
| 【Funció】 | Inici de la soldadura manual inversa |
| 【Direcció】 | Controlador extern → Controlador de soldadura |
| 【Dades】 | Cap |
| 【Explicació】 | Si rep aquesta ordre mentre s'atura l'operació automàtica, comença a invertir la soldadura. Si rep aquesta ordre mentre s'atura l'alimentació manual de soldadura, ignora l'ordre. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'R' | ETX | SUMA | |
11.3.22 S : Extrem inversor de soldadura manual
| 【Codi】 | 53H('S') |
| 【Funció】 | Extrem inversor de soldadura manual |
| 【Direcció】 | Controlador extern → Controlador de soldadura |
| 【Dades】 | Cap |
| 【Explicació】 | Si rep aquesta ordre mentre s'inverteix la soldadura manual, atura la inversió manual de la soldadura. Si rep aquesta ordre durant l'alimentació automàtica de la soldadura, ignora l'ordre. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'R' | ETX | SUMA | |
11.3.23 T : Inici de bufat d'aire manual
| 【Codi】 | 54H('T') |
| 【Funció】 | Engegada manual de bufat d'aire |
| 【Direcció】 | Controlador extern → Controlador de soldadura |
| 【Dades】 | Cap |
| 【Explicació】 | Emet un cop d'aire. |
| 1 | 2 | 3 | 4 | 5 |
| STX | ''' | ETX | SUMA | |
11.3.24 U : Extrem de bufat d'aire manual
| 【Codi】 | 55H('U') |
| 【Funció】 | Extrem de bufat d'aire manual |
| 【Direcció】 | Controlador extern → Controlador de soldadura |
| 【Dades】 | Cap |
| 【Explicació】 | Atura la sortida d'aire. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'U' | ETX | SUMA | |
11.3.25 V: Planxa manual
| 【Codi】 | 56H('V') |
| 【Funció】 | Planxa manual |
| 【Direcció】 | Controlador extern → Controlador de soldadura |
| 【Dades】 | Cap |
| 【Explicació】 | Si rep aquesta ordre mentre s'atura el funcionament automàtic, puja la planxa. No jutja el "límit d'error del sensor de planxa amunt/avall" en aquesta comanda. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'V' | ETX | SUMA | |
11.3.26 W: Planxa manual
| 【Codi】 | 57H('W') |
| 【Funció】 | Planxa manual |
| 【Direcció】 | Controlador extern → Controlador de soldadura |
| 【Dades】 | Cap |
| 【Explicació】 | Si rep aquesta ordre mentre s'atura el funcionament automàtic, baixa la planxa. No jutja el "límit d'error del sensor de planxa amunt/avall" en aquesta comanda. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'W' | ETX | SUMA | |
11.3.27 Y: Parada d'emergència
| 【Codi】 | 59H('Y') |
| 【Funció】 | Parada d'emergència |
| 【Direcció】 | Controlador extern → Controlador de soldadura |
| 【Dades】 | Cap |
| 【Explicació】 | Informa d'aturada d'emergència al controlador de soldadura. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'Y' | ETX | SUMA | |
11.3.28 Z: Restableix
| 【Codi】 | 5AH('Z') |
| 【Funció】 | Restableix |
| 【Direcció】 | Controlador extern → Controlador de soldadura |
| 【Dades】 | Cap |
| 【Explicació】 | Informa del reinici del controlador de soldadura. |
| 1 | 2 | 3 | 4 | 5 |
| STX | 'Z' | ETX | SUMA | |
Assignació d'E/S
12.1 Disposició de terminals del connector
| Nom del senyal | |||
| 40 | 0V | 39 | |
| 38 | 0V | EXTREM DE MOVIMENT DE LÍNIA | 37 |
| 36 | SEL200 | 35 | |
| 34 | EXT24V | SEL100 | 33 |
| 32 | 24 V | BUP D'AIRE | 31 |
| 30 | 24 V | FERRO U/D | 29 |
| 28 | S- | 27 | |
| 26 | S+ | 25 | |
| 24 | RESET | 23 | |
| 22 | SORTIDA AUX | STOP | 21 |
| 20 | COMENÇA | 19 | |
| 18 | 17 | ||
| 16 | SEL64 | 15 | |
| 14 | ERROR DE LA UNITAT DE FERRO | SEL32 | 13 |
| 12 | ERROR DE SOLDADURA | SEL16 | 11 |
| 10 | ACK | SEL8 | 9 |
| 8 | FINALITZACIÓ | SEL4 | 7 |
| 6 | CÓRRER | SEL2 | 5 |
| 4 | PREPARAT | SEL1 | 3 |
| 2 | EMR | EMR | 1 |
 Connector XG4A-4034(OMRON)
Connector XG4A-4034(OMRON)
- L'arnès de connexió l'ha de proporcionar l'usuari final.
La font d'alimentació i la polaritat de l'E/S es poden canviar mitjançant l'interruptor de la placa de circuit.
| Número de commutador | Continguts | Quan està ON | Quan està OFF |
| DS1 | Font d'alimentació de commutació | Font d'alimentació externa | Font d'alimentació interna |
| DS2 | Especificació de la unitat de sortida del dispositiu extern (PLC, etc.) | NPN | PNP |
| DS3 | Especificació de la unitat d'entrada del dispositiu extern (PLC, etc.) | PNP | NPN |
 Aquests interruptors es troben a la placa de circuits a la coberta lateral esquerra del controlador.
Aquests interruptors es troben a la placa de circuits a la coberta lateral esquerra del controlador.
12.2 Diagrama de circuit intern (diagrama de patró) 
Tant per a la font d'alimentació externa com per a la font d'alimentació interna, assegureu-vos que el valor actual del pin d'E/S s'ha d'utilitzar en les condicions següents;
Cara d'entrada Menys de 5mA Cara de sortida Menys de 100 mA
Quan s'utilitza la font d'alimentació externa, utilitzeu-la al voltagi dins del rang de 24V±10%.
12.3 Senyal d'entrada digital
| Pin núm. | Nom del terminal | Nom del senyal | Descripció |
| 1 | EMR | Parada d'emergència | La màquina s'atura en cas d'emergència. Normalment s'utilitza ON de no voltage. Si s'allibera aquest terminal, tota l'operació de soldadura s'atura i l'escalfador s'apaga. Després d'escurçar (quan s'estableix STA), introduïu el senyal de reinici. |
| 2 | |||
| 3 | SEL1 | Prog. selecciona 1 | Seleccioneu el número de condició de soldadura. Estableix el número de condició de soldadura que es combina amb SEL100 i SEL200 per nombre binari. Està establert per ON. 000 Neteja WK100 101~199 Soldadura de punt WK101~199 201~299 Soldadura lliscant WK201~299 301~399 Soldadura especial WK301~399 Configuració example Neteja WK100: tot apagat\ Soldadura de punt WK101: SEL100 i SEL1 estan activats Soldadura lliscant WK205: SEL200, SEL1, SEL4 estan activats |
| 5 | SEL2 | Prog. selecciona 2 | |
| 7 | SEL4 | Prog. selecciona 4 | |
| 9 | SEL8 | Prog. selecciona 8 | |
| 11 | SEL16 | Prog. selecciona 16 | |
| 13 | SEL32 | Prog. selecciona 32 | |
| 15 | SEL64 | Prog. selecciona 64 | |
| 19 | COMENÇA | Senyal d'inici | Comença el funcionament automàtic.\ El sensor, l'interruptor, etc. introdueixen el senyal (l'amplada de pols mínima és de més de 100 ms.) Quan la sortida READY està activada, accepta l'entrada. |
| 21 | STOP | Senyal d'aturada | El funcionament automàtic s'atura.
(L'amplada mínima del pols és de més de 100 ms.) |
| 23 | RESET | Restablir senyal | Torna de la condició d'aturada d'emergència o d'error, excepte l'error de l'escalfador. Input the signal after releasing Emergency stop or Error condition. (Minimum pulse width is more than 100ms.) (Per restablir l'error de l'escalfador, excepte l'alarma de temperatura, reinicieu el dispositiu.) |
| 25 | S+ | Soldadura avançant | Alimenta el cable de soldadura cap endavant des de l'alimentador. La velocitat d'alimentació es pot configurar mitjançant la velocitat Ms del paràmetre del sistema. (No introduïu ON al mateix temps amb S-.) |
| 27 | S- | Alimentació de soldadura inversa | Inverteix el cable de soldadura a l'alimentador. La velocitat inversa es pot establir mitjançant la velocitat Ms del paràmetre del sistema. (No introduïu ON al mateix temps amb S+.) |
| 29 | FERRO U/D | Unitat de ferro amunt/avall | Funciona la unitat de ferro amunt i avall. ON: Planxa cap avall OFF: Planxa cap amunt |
| 31 | BUP D'AIRE | Bufat d'aire | Funciona el bufat d'aire per a la neteja de puntes a ON. |
| 33 | SEL100 | Prog. selecciona 100 | Seleccioneu el número de condició de soldadura que es combina amb SEL1 ~ 64. Quan SEL100 està ON amb SEL1 ~ 64, s'afegeix 100. Quan SEL200 està ON amb SEL1 ~ 64, s'afegeixen 200. Quan SEL100 i SEL200 estan activats, s'afegeixen 300. |
| 35 | SEL200 | Prog. selecciona 200 | |
| 37 | EXTREM DE MOVIMENT DE LÍNIA | Final de la soldadura de llisca | Atura la soldadura Easy Line de la soldadura especial. |
| 30 | 24 V | Sortida DC24V | És una sortida de DC24V mitjançant la font d'alimentació interna d'OMEGA. El màx. El corrent d'alimentació és de 500 mA. |
| 32 | |||
| 34 | EXT 24V | Entrada d'alimentació externa | Entrada de 24 V per a font d'alimentació externa. Quan utilitzeu aquesta entrada, obriu la coberta lateral i feu lliscar l'interruptor DIP de la placa de circuits cap al costat de l'entrada externa. L'interruptor DIP està configurat com a font d'alimentació interna a la configuració de fàbrica. |
- Quan el paràmetre Tipus de sistema s'estableix a COM / LAN, la funció correspon a cada element del senyal d'entrada digital no funciona. (excepte parada d'emergència)
- Quan el paràmetre Tipus de sistema s'estableix a I/O/LAN i si s'introdueix algun dels elements FEED+, FEED-, S+ i S- al mateix temps, funciona seguint l'entrada que s'ha rebut anteriorment. Ignora el senyal que s'ha introduït més tard.
(Quan està configurat en LAN, es valora utilitzant les dades que S+ i S- reben mitjançant la comunicació Modbus TCP.) - ON Contacte ON OFF Contacte OFF
12.4 Senyal de sortida digital
| Pin núm. | Nom del terminal | Nom del senyal | Descripció |
| 4 | PREPARAT | Senyal a punt | S'encén quan el funcionament automàtic està preparat. |
| 6 | CÓRRER | Senyal de marxa | S'encén durant el funcionament automàtic. |
| 8 | FINALITZACIÓ | Senyal de fi de l'operació | S'encén quan finalitza el funcionament automàtic. (Temps d'encesa aprox. 100 ms) |
| 10 | ACK | Sortida ACK | Emet el temps del moviment de l'eix a la soldadura de llisca. S'encén, després del temps establert al PAS 4 ACK de la configuració WK.. (Temps d'encesa aprox. 100 ms) |
| 12 | ERROR DE SOLDADURA | Senyal d'error de soldadura | Emet a shor de soldaduratage o soldadura obstruïda. Torna automàticament quan es substitueix el cable de soldadura nou al punt de soldaduratage. Traieu la soldadura obstruïda i introduïu el senyal de RESET al punt de soldaduratage. |
| 14 | ERROR DE LA UNITAT DE FERRO | Senyal d'error de la unitat de ferro | S'encén en estat normal. Error de temperatura: s'apaga quan la temperatura supera el rang d'alarma de temperatura establert al paràmetre del sistema. La pantalla es torna en color taronja. L'error s'allibera automàticament després de recuperar la temperatura. Unitat de ferro U/D: s'apaga quan el sensor de la unitat de ferro amunt/avall no funciona. Entrada del senyal de RESET després de resoldre l'error. |
| 22 | CONTRAT | Sortida externa 1 | Aquesta sortida és per al comptador de tirs de ferro. S'encén al final del cicle excepte neteja. (Temps d'encesa aprox. 100 ms) |
| 38 | 0V | 0V COM | El COM de 0V és comú a la font d'alimentació interna i externa. |
| 40 |
- També surt quan el paràmetre Tipus de sistema està establert en ROB.
- Consulteu “13. Operació de soldadura" sobre el temps i l'estat de sortida.
Operació de soldadura
L'operació de soldadura funciona seguint una ordre des del port d'E/S, el port de comunicació sèrie o el port de comunicació Ether.
No pot utilitzar el port d'E/S i el port de comunicació sèrie al mateix temps.
Pot seleccionar quin port (I/O, COM o LAN) s'ha d'utilitzar a "Tipus" del paràmetre del sistema.
Quan rep qualsevol senyal d'informació o comanda que no estigui seleccionada, s'ignora.
Comença l'operació de soldadura després de detectar ALTA del senyal START. Després d'iniciar-se, espera fins que el valor d'entrada de temperatura estigui dins del rang del valor de configuració de la sensibilitat límit òptima.
13.1 Operació de soldadura de punts
13.1.1 Operació de soldadura per port d'E/S
- Especifiqueu un número de condició de soldadura per SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100 i SEL200.
- Inicieu l'operació de soldadura mitjançant el senyal START. (És necessari un retard de més de 100 ms a partir de l'especificació del número de condició de soldadura)
- Quan rep el senyal START, el senyal READY es converteix en BAIX.
- Quan rep el senyal START, el senyal RUNNING es torna alt.
- Comença a soldar.
- Quan s'ha completat la soldadura, s'emet COUNTER OUT com a pols.
- Després de sortir COUNTER OUT com a pols, END s'emet com a pols.
- Després de sortir COUNTER OUT com a pols, el senyal READY es converteix en Alt.
- Després de sortir COUNTER OUT com a pols, el senyal RUNNING es converteix en BAIX.
* No és necessari que el senyal START s'emeti com a pols. (Excepte per a l'operació LAN)
L'operació de soldadura és la següent.
- Controla la temperatura a la 2a temperatura de configuració de control de temperatura o temperatura de configuració.
- Alimenta el cable de soldadura d'acord amb la configuració de la 1a quantitat de soldadura / velocitat.
- Inverteix el cable de soldadura d'acord amb la configuració de la primera quantitat / velocitat de soldadura.
- Fa baixar el ferro.
- S'espera segons la configuració del temps de preescalfament.
- Alimenta el cable de soldadura d'acord amb la configuració de la segona quantitat/velocitat de soldadura.
- Inverteix el cable de soldadura d'acord amb la configuració de la segona quantitat / velocitat de soldadura.
- S'espera segons la configuració del temps de calor.
- Aixeca el ferro.
- Controla la temperatura a la temperatura de configuració o espera la configuració de temperatura. (Quan s'estableix el temps d'espera, controla la temperatura després d'haver passat el temps d'espera.)
13.1.2 Operació de soldadura per port de comunicació sèrie
Cal establir un número WK adequat a la configuració de les condicions de soldadura per endavant. 13.2 Operació de soldadura de diapositives
13.2 Operació de soldadura de diapositives
13.2.1 Operació de soldadura per port d'E/S 
- Especifiqueu un número de condició de soldadura per SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100 i SEL200.
- Inicieu l'operació de soldadura mitjançant el senyal START. (És necessari un retard de més de 100 ms a partir de l'especificació del número de condició de soldadura)
- Quan rep el senyal START, el senyal READY es converteix en BAIX.
- Quan rep el senyal START, el senyal RUNNING es torna alt.
- Es prepara per soldar.
- Quan s'ha completat la preparació de la soldadura, l'ACK s'emet com a pols.
- Comença a soldar.
- Quan s'ha completat la soldadura, s'emet COUNTER OUT com a pols.
- Després de sortir COUNTER OUT com a pols, END s'emet com a pols.
- Després de sortir COUNTER OUT com a pols, el senyal READY es converteix en Alt.
- Després de sortir COUNTER OUT com a pols, el senyal RUNNING es converteix en BAIX.
* No és necessari que el senyal START s'emeti com a pols. (Excepte per a l'operació LAN)
La preparació de la soldadura és la següent.
- Controla la temperatura a la 2a temperatura de configuració de control de temperatura o temperatura de configuració.
- Alimenta el cable de soldadura d'acord amb la configuració de la 1a quantitat de soldadura / velocitat.
- Inverteix el cable de soldadura d'acord amb la configuració de la primera quantitat / velocitat de soldadura.
- Fa baixar el ferro.
- S'espera segons el temps de preescalfament.
L'operació de soldadura és la següent.
- Alimenta el cable de soldadura d'acord amb la configuració de la segona quantitat/velocitat de soldadura.
- Inverteix el cable de soldadura d'acord amb la configuració de la segona quantitat / velocitat de soldadura.
- S'espera segons la configuració del temps de calor.
- Alimenta el cable de soldadura d'acord amb la configuració de la 3a quantitat / velocitat de soldadura.
- Inverteix el cable de soldadura d'acord amb la configuració de la 3a quantitat / velocitat de soldadura.
- Aixeca el ferro.
- Controla la temperatura a la temperatura de configuració o espera la configuració de temperatura. (Quan s'estableix el temps d'espera, controla la temperatura després d'haver passat el temps d'espera.)
13.2.2 Operació de soldadura per port de comunicació sèrie
Cal establir un número WK adequat a la configuració de les condicions de soldadura per endavant. Continueu des de la pàgina anterior
Continueu des de la pàgina anterior 13.3 Operació especial de soldadura del punt de soldadura
13.3 Operació especial de soldadura del punt de soldadura
13.3.1 Operació de soldadura per port d'E/S
Consulteu "13.1.1 Operació de soldadura per port d'E/S" sobre el gràfic de temps i el temps.
L'operació de soldadura és la següent.
- Controla la temperatura a la 2a temperatura de configuració de control de temperatura o temperatura de configuració.
- Alimenta el cable de soldadura d'acord amb la configuració de la 1a quantitat de soldadura / velocitat.
- Inverteix el cable de soldadura d'acord amb la configuració de la primera quantitat / velocitat de soldadura.
- Fa baixar el ferro.
- S'espera segons el temps de preescalfament.
- Alimenta el cable de soldadura d'acord amb la configuració de la segona quantitat/velocitat de soldadura.
- Inverteix el cable de soldadura d'acord amb la configuració de la segona quantitat / velocitat de soldadura.
- S'espera segons la configuració del temps de calor.
- Alimenta el cable de soldadura d'acord amb la configuració de la 3a quantitat / velocitat de soldadura.
- Inverteix el cable de soldadura d'acord amb la configuració de la 3a quantitat / velocitat de soldadura.
- Aixeca el ferro.
- Controla la temperatura a la temperatura de configuració o espera la configuració de temperatura. (Quan s'estableix el temps d'espera, controla la temperatura després d'haver passat el temps d'espera.)
13.3.2 Operació de soldadura per port de comunicació sèrie
Cal establir un número WK adequat a la configuració de les condicions de soldadura per endavant.
13.4 Operació especial de soldadura de diapositives de soldadura
13.4.1 Operació de soldadura per port d'E/S
Consulteu "13.2.1 Operació de soldadura per port d'E/S" per obtenir més informació sobre el gràfic de temps i el temps.
L'operació de soldadura és la següent.
- Controla la temperatura a la 2a temperatura de configuració de control de temperatura o temperatura de configuració.
- Alimenta el cable de soldadura d'acord amb la configuració de la 1a quantitat de soldadura / velocitat.
- Inverteix el cable de soldadura d'acord amb la configuració de la primera quantitat / velocitat de soldadura.
- Fa baixar el ferro.
- S'espera segons la configuració del temps de preescalfament.
- ① Comença el temps de la piscina de soldadura. Quan s'ha completat, s'emet un ACK com a pols.
②Alimenta el cable de soldadura d'acord amb la configuració de la segona quantitat / velocitat de soldadura.
* Quan ① i ② comencen al mateix temps i tots dos es completen, es desplaça a la segona soldadura inversa. (Si ①El temps de la piscina de soldadura és més llarg, quan s'ha completat ②, deixa d'alimentar el cable de soldadura i espera fins que s'hagi completat ①.) - Alimenta el cable de soldadura d'acord amb la configuració de la segona quantitat/velocitat de soldadura.
- Inverteix el cable de soldadura d'acord amb la configuració de la segona quantitat / velocitat de soldadura.
- S'espera segons la configuració del temps de calor.
- Alimenta el cable de soldadura d'acord amb la configuració de la 3a quantitat / velocitat de soldadura.
- Inverteix el cable de soldadura d'acord amb la configuració de la 3a quantitat / velocitat de soldadura.
- Aixeca el ferro.
- Controla la temperatura a la temperatura de configuració o espera la configuració de temperatura. (Quan s'estableix el temps d'espera, controla la temperatura després d'haver passat el temps d'espera.)
13.4.2 Operació de soldadura per port de comunicació sèrie
Cal establir un número WK adequat a la configuració de les condicions de soldadura per endavant. 13.5 Operació especial de soldadura del punt de soldadura (sense moviment de planxa)
13.5 Operació especial de soldadura del punt de soldadura (sense moviment de planxa)
13.5.1 Operació de soldadura per port d'E/S
Consulteu "13.1.1 Operació de soldadura per port d'E/S" per obtenir més informació sobre el gràfic de temps i el temps.
L'operació de soldadura és la següent.
- Controla la temperatura a la 2a temperatura de configuració de control de temperatura o temperatura de configuració.
- Alimenta el cable de soldadura d'acord amb la configuració de la 1a quantitat de soldadura / velocitat.
- Inverteix el cable de soldadura d'acord amb la configuració de la primera quantitat / velocitat de soldadura.
- Abaixa la unitat de ferro.
- S'espera segons la configuració del temps de preescalfament.
- Alimenta el cable de soldadura d'acord amb la configuració de la segona quantitat/velocitat de soldadura.
- Inverteix el cable de soldadura d'acord amb la configuració de la segona quantitat / velocitat de soldadura.
- S'espera segons la configuració del temps de calor.
- Alimenta el cable de soldadura d'acord amb la configuració de la 3a quantitat / velocitat de soldadura.
- Inverteix el cable de soldadura d'acord amb la configuració de la 3a quantitat / velocitat de soldadura.
- Controla la temperatura a la temperatura de configuració o espera la configuració de temperatura. (Quan s'estableix el temps d'espera, controla la temperatura després d'haver passat el temps d'espera.)
13.5.2 Operació de soldadura per port de comunicació sèrie
Cal establir un número WK adequat a la configuració de les condicions de soldadura per endavant. 13.6 Soldadura especial Operació fàcil de soldadura de llisca
13.6 Soldadura especial Operació fàcil de soldadura de llisca
13.6.1 Operació de soldadura per port d'E/S 
- Especifiqueu un número de condició de soldadura per SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100 i SEL200.
- Inicieu l'operació de soldadura mitjançant el senyal START. (És necessari un retard de més de 100 ms a partir de l'especificació del número de condició de soldadura)
- Quan rep el senyal START, el senyal READY es converteix en BAIX.
- Quan rep el senyal START, el senyal RUNNING es torna alt.
- Es prepara per soldar.
- Quan s'ha completat la preparació de la soldadura, l'ACK s'emet com a pols.
- Comença a soldar.
- Quan detecta el senyal LIVE MOVEEND, completa la soldadura.
- Quan s'ha completat la soldadura, s'emet COUNTER OUT com a pols.
- Després de sortir COUNTER OUT com a pols, END s'emet com a pols.
- Després de sortir COUNTER OUT com a pols, el senyal READY es converteix en Alt.
- Després de sortir COUNTER OUT com a pols, el senyal RUNNING es converteix en BAIX.
* No és necessari que el senyal START s'emeti com a pols. (Excepte per a l'operació LAN)
La preparació de la soldadura és la següent.
- Controla la temperatura a la 2a temperatura de configuració de control de temperatura o temperatura de configuració.
- Alimenta el cable de soldadura d'acord amb la configuració de la 1a quantitat de soldadura / velocitat.
- Inverteix el cable de soldadura d'acord amb la configuració de la primera quantitat / velocitat de soldadura.
- Fa baixar el ferro.
- S'espera segons el temps de preescalfament.
L'operació de soldadura és la següent.
- Alimenta el cable de soldadura d'acord amb la configuració de la segona quantitat/velocitat de soldadura.
- Espera el senyal de finalització de la soldadura.
- Inverteix el cable de soldadura d'acord amb la configuració de la segona quantitat / velocitat de soldadura.
- S'espera segons la configuració del temps de calor.
- Aixeca el ferro.
- Controla la temperatura a la temperatura de configuració o espera la configuració de temperatura. (Quan s'estableix el temps d'espera, controla la temperatura després d'haver passat el temps d'espera.)
13.6.2 Operació de soldadura per port de comunicació sèrie
Cal establir un número WK adequat a la configuració de les condicions de soldadura per endavant.
 13.7 Operació especial de soldadura prèvia a la soldadura
13.7 Operació especial de soldadura prèvia a la soldadura
13.7.1 Operació de soldadura per port d'E/S
- Especifiqueu un número de condició de soldadura per SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100 i SEL200.
- Inicieu l'operació de soldadura mitjançant el senyal START.
(És necessari un retard de més de 100 ms a partir de l'especificació del número de condició de soldadura) - Quan rep el senyal START, el senyal READY es converteix en BAIX.
- Quan rep el senyal START, el senyal RUNNING es torna alt.
- Comença a soldar prèviament.
- Quan s'ha completat la soldadura prèvia, s'emet END com a pols.
- Quan s'ha completat la soldadura prèvia, el senyal READY es converteix en Alt.
- Quan s'ha completat la soldadura prèvia, el senyal RUNNING es torna BAIX.
* No és necessari que el senyal START s'emeti com a pols. (Excepte per a l'operació LAN)
L'operació de soldadura és la següent.
- Controla la temperatura a la temperatura de configuració.
- Alimenta el cable de soldadura d'acord amb la configuració de la 1a quantitat de soldadura / velocitat.
- Inverteix el cable de soldadura d'acord amb la configuració de la primera quantitat / velocitat de soldadura.
13.7.2 Operació de soldadura per port de comunicació sèrie
Cal establir un número WK adequat a la configuració de les condicions de soldadura per endavant. 13.8 Funcionament especial de la temperatura del conjunt de soldadura
13.8 Funcionament especial de la temperatura del conjunt de soldadura
Quan executa l'operació de configuració de temperatura, sobreescriu una temperatura de configuració per a la temperatura de configuració a una temperatura de configuració normal.
13.8.1 Operació de rang
Quan la temperatura es troba dins del rang de temperatura d'alarma alt i rang de temperatura d'alarma baix, s'emet el senyal END.
Quan ja està dins del rang, el senyal END s'emet immediatament.  * No és necessari que el senyal START s'emeti com a pols. (Excepte per a l'operació LAN)
* No és necessari que el senyal START s'emeti com a pols. (Excepte per a l'operació LAN)
13.8.2 Operació de configuració del valor
Quan es considera que la temperatura és la temperatura òptima per a la temperatura de configuració (SV), s'emet el senyal END. * No és necessari que el senyal START s'emeti com a pols. (Excepte per a l'operació LAN)
* No és necessari que el senyal START s'emeti com a pols. (Excepte per a l'operació LAN)
13.8.3 Operació sense comprovació
El senyal de FIN s'emet immediatament després de començar. En aquest temps, el senyal de PREPARAT es manté BAIX. Quan la temperatura es troba dins de l'interval de l'interval de temperatura d'alarma alt i l'alarma de temperatura d'alarma baixa, el senyal READY passa a ser alt. Quan ja està dins de l'interval, el senyal READY esdevé alt immediatament. * No és necessari que el senyal START s'emeti com a pols. (Excepte per a l'operació LAN)
* No és necessari que el senyal START s'emeti com a pols. (Excepte per a l'operació LAN)
13.8.4 Establir el funcionament de la temperatura mitjançant el port de comunicació sèrie
Cal establir un número WK adequat a la configuració de les condicions de soldadura per endavant. En el funcionament del rang i el funcionament sense comprovació, quan "Interval de temperatura d'alarma baix < PV < rang de temperatura d'alarma alt", la resposta de l'ordre f torna 0. Quan excepte això, retorna 1.
En el funcionament del rang i el funcionament sense comprovació, quan "Interval de temperatura d'alarma baix < PV < rang de temperatura d'alarma alt", la resposta de l'ordre f torna 0. Quan excepte això, retorna 1.
En l'operació de configuració del valor, quan es considera que PV és la temperatura òptima, la resposta de l'ordre retorna 0. Quan excepte això, retorna 1.
13.9 Operació de neteja
13.9.1 Operació de soldadura per port d'E/S 
- Especifiqueu un número de condició de soldadura per SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100 i SEL200.
- Inicieu l'operació de soldadura mitjançant el senyal START. (És necessari un retard de més de 100 ms a partir de l'especificació del número de condició de soldadura)
- Quan rep el senyal START, el senyal READY es converteix en BAIX.
- Quan rep el senyal START, el senyal RUNNING es torna alt.
- Comença a netejar.
- Quan s'ha completat la neteja, s'emet END com a pols.
- Quan s'ha completat la neteja, el senyal READY es converteix en Alt.
- Quan s'ha completat la neteja, el senyal RUNNING passa a ser BAIX.
* No és necessari que el senyal START s'emeti com a pols. (Excepte per a l'operació LAN)
L'operació de neteja és la següent.
- La planxa puja o baixa segons la configuració.
- El bufat d'aire s'activa durant el temps de fixació.
- S'espera mentre s'hagi acabat el temps de fixació després del bufat d'aire realitzat.
- Quan la configuració de neteja s'estableix a Baix, la planxa augmenta. (Quan la configuració de neteja està configurada a Up, la planxa continua aixecada.)
13.9.2 Operació de soldadura per port de comunicació sèrie
Cal establir un número WK adequat a la configuració de les condicions de soldadura per endavant. Si executa la neteja en la posició en què la planxa està baixada, la planxa es mou cap amunt un cop finalitzada la neteja.
Si executa la neteja en la posició en què la planxa està baixada, la planxa es mou cap amunt un cop finalitzada la neteja.
Si s'executa la neteja en la posició en què la planxa està aixecada, la planxa roman aixecada un cop finalitzada la neteja.
13.10 Error de funcionament
13.10.1 Funcionament STOP (Parada normal) 
- Quan detecta el senyal STOP durant el funcionament automàtic, atura la soldadura i el senyal RUNNING es torna BAIX.
- Quan aprox. S'han passat 400 ms després de detectar el senyal STOP, el senyal READY es fa alt.
- Després que el senyal READY s'hagi convertit en alt, és possible començar a soldar mitjançant el senyal START.
* No és necessari que el senyal START s'emeti com a pols. (Excepte per a l'operació LAN)
- Quan detecta el senyal STOP durant el funcionament automàtic, atura la soldadura i el senyal RUNNING es torna BAIX.
- Quan aprox. S'han passat 400 ms després de detectar el senyal STOP, el senyal READY es fa alt.
- Després que el senyal READY s'hagi convertit en alt, és possible començar a soldar mitjançant el senyal START.
* No és necessari que el senyal START s'emeti com a pols. (Excepte per a l'operació LAN)
- Quan detecta el senyal EMR, deixa de soldar i el senyal RUNNING es torna BAIX.
- Quan detecta BAIX del senyal EMR, s'emet el senyal END.
- Quan detecta el senyal RESET en la condició que el senyal EMR és alt, el senyal READY es converteix en Alt.
- Després que el senyal READY s'hagi convertit en alt, és possible començar a soldar mitjançant el senyal START.
- Quan detecta BAIX del senyal EMR, la funció de control de temperatura també es desactiva.
- Quan el senyal READY es torna alt, comença a controlar la temperatura de nou.
* No és necessari que el senyal START s'emeti com a pols. (Excepte per a l'operació LAN)
10.3 Operació d'error de soldadura (Solder Shortage, soldadura obstruïda) 
- Quan detecta un shor de soldaduratage o soldadura obstruïda, el senyal d'ERROR DE SOLDADURA es converteix en Alt.
- Quan detecta un shor de soldaduratage o soldadura obstruïda, el senyal RUNNING es torna baix.
- Quan detecta un shor de soldaduratage o soldadura obstruïda, s'emet el senyal END.
- Quan detecta el senyal RESET, el senyal READY es converteix en Alt.
- Quan detecta el senyal RESET, el senyal SOLDER ERROR es torna baix.
- Després que el senyal READY s'hagi convertit en alt, és possible començar a soldar mitjançant el senyal START.
- Quan detecta un shor de soldaduratage o soldadura obstruïda, la funció de control de temperatura també s'apaga.
- Quan el senyal READY es torna alt, comença a controlar la temperatura de nou.
* No és necessari que el senyal START s'emeti com a pols. (Excepte per a l'operació LAN)
13.10.4 Funcionament ERROR DE LA UNITAT DE FERRO (Error de temperatura del ferro) 
- Quan la temperatura de la punta del ferro supera el rang de temperatura d'alarma, deixa de soldar.
- Quan la temperatura de la punta del ferro està més enllà del rang de temperatura d'alarma, el senyal d'ERROR DE LA UNITAT DE FERRO esdevé Baix.
- Quan la temperatura de la punta del ferro supera el rang de temperatura d'alarma, el senyal RUNNING es converteix en Baix.
- Quan la temperatura de la punta del ferro està més enllà del rang de temperatura d'alarma, s'emet el senyal END.
- La temperatura de la punta del ferro està més enllà del rang de temperatura d'alarma, el senyal d'ERROR DE LA UNITAT DE FERRO esdevé Alt.
- Quan la temperatura de la punta del ferro arriba a la temperatura d'alarma límit superior o més, la funció de control de temperatura es desactiva.
- Quan està més enllà de la temperatura d'alarma del límit superior, si es torna inferior a la temperatura d'alarma del límit superior i el senyal d'ERROR DE LA UNITAT DE FERRO es torna Alt, comença a controlar la temperatura de nou.
- Quan la temperatura de la punta del ferro és inferior a la temperatura d'alarma límit inferior, continua controlant la temperatura.
* No és necessari que el senyal START s'emeti com a pols. (Excepte per a l'operació LAN)
13.10.5 Funcionament ERROR UNITAT IRON (error del sensor)
- Quan realitza el control per pujar o baixar la planxa, si l'operació no es completa dins del temps establert pel límit d'error del sensor de ferro amunt / avall, es converteix en un error del sensor.
- Quan es produeix un error del sensor, deixa de soldar.
- Quan es produeix un error del sensor, el senyal IRON UNIT ERROR passa a ser Baix.
- Quan es produeix un error del sensor, el senyal RUNNING es torna baix.
- Quan es produeix un error del sensor, s'emet el senyal END.
- Quan detecta el senyal RESET, el senyal READY es converteix en Alt.
- Quan el senyal READY es converteix en Alt, és possible iniciar l'operació mitjançant el senyal d'INICIA.
- Quan es produeix un error del sensor, la funció de control de temperatura es desactiva.
- Quan el senyal READY es torna alt, comença a controlar la temperatura de nou.
* No és necessari que el senyal START s'emeti com a pols. (Excepte per a l'operació LAN)
Explicació de la funció
14.1 Configuració de guany de correcció PV
[Funció]
Quan la funció de correcció PV (PVF1) és "0", multiplica un PV d'entrada (valor d'entrada de temperatura) per un valor de correcció.
[Configuració Example]
Quan la PV és de 100 ℃, si la configuració del guany de correcció PV s'estableix a 1.200 (vegades), pot corregir la PV a "100 ℃ (abans de la correcció PV) × 1.200 vegades = 120 ℃".
 14.2 Configuració del zero de la correcció PV
14.2 Configuració del zero de la correcció PV
[Funció] Quan la funció de correcció PV (PVF1) és "0", multiplica un PV d'entrada (valor d'entrada de temperatura) per un valor de correcció.
[Configuració Example]
Quan el PV és de 100 ℃, si el valor zero de la correcció PV s'estableix a 10 (℃), pot corregir el PV a "100 ℃ (abans de la correcció PV) + 10 ℃ = 110 ℃".
* La fórmula que combina "Configuració de guany de correcció PV" i "Configuració zero de correcció PV" és la següent: "(PV abans de la correcció × Configuració de guany de correcció PV) + Configuració zero de correcció PV = PV després de la correcció"
14.3 PV XY Configuració de correcció de dos punts
[Funció]
Quan la funció de correcció PV (PVF1) és "1", pot corregir PV decidint dos punts qualsevol del valor d'entrada dins del rang d'entrada.
[Configuració Example]
Quan el PV és de 100 ℃, s'estableix a 120 ℃ i quan el PV és de 300 ℃, s'estableix a 250 ℃
Abans de la correcció:PX1=100(℃)、PX2=300(℃)
Després de la correcció:PY1=120(℃)、PY2=250(℃)
En establir com a dalt, es pot corregir com el dibuix següent.  14.4 Funció de sintonització automàtica
14.4 Funció de sintonització automàtica
Funció]
La sintonització automàtica és la funció que realitza l'operació ON / OFF a un objecte de control per força i calcula automàticament un paràmetre PID òptim a la temperatura establerta i la configura.
El paràmetre PID es desa automàticament després que normalment s'hagi completat l'ajust automàtic.  14.5 Funció d'error de bucle
14.5 Funció d'error de bucle
Funció]
És la funció que detecta un error de sortida.
Quan compleix la configuració del llindar PV d'error de bucle i el llindar de la configuració de la quantitat d'operació d'error de bucle, jutja la variació de la PV per a cada paràmetre de temps d'error de bucle.
Quan la variació PV és menor que la variació PV Error de bucle, detecta un error de bucle.
Quan la configuració de variació d'error de bucle és "0", només realitza un judici de temps per la configuració de temps d'error de bucle.
Detecta un error de bucle quan la configuració del llindar PV d'error de bucle i el llindar de la configuració de la quantitat d'operació d'error de bucle superen la configuració de temps d'error de bucle.
Operació Example]
Resolució de problemes
15.1 Problema principal, motiu del fracàs i solució recomanada
| Problema | Motiu del fracàs | Solució recomanada |
|
OMEGA no està rebent energia |
El codi d'alimentació està desconnectat. | Comproveu la connexió del cable d'alimentació. |
| El fusible està cremat. | Substitueix per un 3 Amp fusible. | |
| La PCB de control està danyada. | Poseu-vos en contacte amb Apollo Seiko o la nostra agència per a la reparació. | |
| La punta del ferro no s'escalfa correctament | L'escalfador està trencat. | Substituïu-lo per un escalfador nou. |
| El connector de l'escalfador està desconnectat. | Comproveu la connexió de l'escalfador. | |
| El cable de l'escalfador està trencat. | Substituïu-lo per un cable d'escalfador nou. | |
| La punta està al final de la vida. | Substituïu-lo per una nova punta de ferro. | |
| La configuració dels paràmetres no és correcta. | Comproveu el paràmetre del sistema i introduïu el valor adequat. | |
| La PCB de control està danyada. | Poseu-vos en contacte amb Apollo Seiko o la nostra agència per a la reparació. | |
| La soldadura no s'alimenta correctament. | La palanca d'alliberament està en la posició superior. | Baixeu la palanca d'alliberament. |
| La fulla de tall d'alimentació està al ralentí. | Ajusteu la posició de la fulla de tall. | |
| La configuració de velocitat és "0". | Comproveu el paràmetre del sistema. | |
| El motor està danyat. | Poseu-vos en contacte amb Apollo Seiko o la nostra agència per a la reparació. | |
| La PCB de control està danyada. | Poseu-vos en contacte amb Apollo Seiko o la nostra agència per a la reparació. | |
| El controlador de temperatura no es pot ajustar. | L'escalfador està trencat. | Substituïu-lo per un escalfador nou. |
| El controlador de temperatura està danyat. | Poseu-vos en contacte amb Apollo Seiko o la nostra agència per a la reparació. | |
| El cable de l'escalfador està trencat. | Substituïu-lo per un cable nou. | |
| El cable de l'escalfador està desconnectat. | Comproveu la connexió del cable. | |
| L'anormalitat de la temperatura no desapareix. | El controlador de temperatura està danyat. | Poseu-vos en contacte amb Apollo Seiko o la nostra agència per a la reparació. |
| El valor d'alarma de temperatura superior/inferior no és adequat. | Comproveu el paràmetre del sistema i introduïu el valor adequat. | |
| La unitat de ferro no es mou cap amunt ni cap avall. | No es subministra aire a la unitat. | Comproveu el subministrament d'aire. |
| La PCB de control està danyada. | Poseu-vos en contacte amb Apollo Seiko o la nostra agència per a la reparació. | |
| OMEGA no funciona des de l'entrada d'E/S. | El tipus de configuració dels paràmetres del sistema és incorrecte. | Configureu el tipus "STA", excepte per combinar el robot APOLLO SEIKO. |
| El panell tàctil està encès encara que la font d'alimentació estigui apagada. | La font d'alimentació de 24 V es subministra a 30, 32, 38 i 40 pins d'E/S. | Quan l'utilitzi una font d'alimentació externa d'E/S, configureu DS1 a ON (consulteu 12.1 Disposició de terminals del connector). A continuació, connecteu 24 V de la font d'alimentació externa a 34 pins d'E/S, 0 V de la font d'alimentació externa a 38 o 40 pins. |
15.2 Llista de missatges d'error
| No. | Err No. | Descripció | Condició d'ocurrència / Condició de recuperació | |
| 1 | Error 0 | ERROR DE MEMÒRIA | Condició d'ocurrència Condició de recuperació Operació Condició d'ocurrència | :EEPROM té un error quan s'encén. Repareu la placa PCB. No pot funcionar. : Hi ha un error al circuit d'entrada. |
| 2 | Err 1] | ERROR A/D | Operació de condicions de recuperació | : Funcionament del panell tàctil o entrada de senyal de RESET : Si detecta un error, deixa de funcionar immediatament. |
| 3 | Error 2 | ERROR DE SINTONITZACIÓ AUTOMÀTICA | Condició d'ocurrència Condició de recuperació |
: La sortida no canvia durant 5 minuts o més durant la sintonització automàtica. S'atura per un altre error. Funcionament del panell tàctil o entrada de senyal RESET |
| 4 | Error 3 | DESCONNECTAT DEL SENSOR | Funcionament Condició d'ocurrència Condició de recuperació Funcionament |
: Si detecta un error, deixa de funcionar immediatament. : L'entrada de temperatura de control està desconnectada. Funcionament del panell tàctil o entrada de senyal RESET Si detecta un error, deixa de funcionar immediatament. |
| Condició d'ocurrència | : La temperatura de mesura és inferior a -50 ℃ o | |||
| 5 | Error 4 | ERROR DEL SENSOR | Condició de recuperació |Funcionament Condició d'ocurrència |
La temperatura de mesura és inferior a -50 ℃ o superior a 600 ℃. Funcionament del panell tàctil o entrada del senyal de RESET El control està aturat. |
| 6 | Error 5 | ESCALFACIÓ DE LA CALEFACCIÓ | Condició de recuperació | La temperatura de mesura no va canviar una temperatura fixa en un període determinat. Funcionament del panell tàctil o entrada del senyal de RESET Si detecta un error, deixa de funcionar immediatament. |
| Funcionament | Si detecta un error, deixa de funcionar immediatament. | |||
| 7 | Error 6 | ERROR DE COMUNICACIÓ INTERNA | Condició d'ocurrència Operació de condicions de recuperació |
: El tauler de control i el tauler de visualització no s'han pogut comunicar correctament durant cinc segons excepte la pantalla inicial. Torna a encendre o la comunicació es pot reiniciar correctament. Si detecta un error, deixa de funcionar immediatament. |
| 8 | Error 10 | EMERGÈNCIA | Condició d'ocurrència Condició de recuperació Operació Condició d'ocurrència |
Detecta que s'introdueix un senyal d'aturada d'emergència. Reb "Ordre d'aturada d'emergència" mentre funciona COM (RS-232C). Funcionament del panell tàctil o entrada del senyal de RESET quan el senyal d'aturada d'emergència està desactivat. Consulteu "13.10.2 Funcionament EMR (aturada d'emergència)" El control de temperatura s'està aturant El valor d'entrada de temperatura és superior al rang de temperatura d'alarma Alt. S'està executant el control de temperatura: temperatura |
| 9 | Error 11 | ERROR DE L'ESCALFADOR | Operació de condicions de recuperació | El control de temperatura s'està aturant El valor d'entrada de temperatura és superior al rang de temperatura d'alarma Alt. S'està executant el control de temperatura: el valor d'entrada de temperatura és inferior al rang de temperatura d'alarma Baix o superior al rang de temperatura d'alarma Alt. (excepte durant el control de temperatura de la segona configuració de control de temperatura.) * Quan és inferior a l'interval de temperatura d'alarma Baix immediatament després d'iniciar el control de temperatura, no es produeix un ERROR HEATER. (Seqüència d'espera) Entra dins del rang de temperatura d'alarma o en funcionament del panell tàctil. Quan el valor d'entrada de temperatura és superior al rang de temperatura d'alarma alt: si detecta un error, deixa de funcionar immediatament. Quan el valor d'entrada de temperatura és inferior al rang d'alarma: Continua controlant. |
| No. | Err No. | Descripció | Condició d'ocurrència / Condició de recuperació | |
| 10 | Error 12 | SOLDURA CORTATAGE | Condició d'ocurrència Condició de recuperació Operació | Detecta shor de soldaduratage. Entrada de senyal RESET Consulteu "13.10.3 Operació d'error de soldadura (Solder shortage / Soldadura obstruïda) |
| 11 | Error 13 | SOLDADURA OBTURADA | Condició d'ocurrència Condició de recuperació Operació | Detecta soldadura obstruïda. Funcionament del panell tàctil o entrada de senyal RESET Consulteu "13.10.3 Operació d'error de soldadura (Solder shortage / Soldadura obstruïda) |
| 12 | Error 14 | TEMPS DEL SENSOR SUPERIOR ACABAT | Condició d'ocurrència Condició de recuperació Operació | No pot detectar la posició superior de la planxa dins del temps de configuració del temps U/D després de la sol·licitud de pujada / baixada de planxa. Funcionament del tauler tàctil o entrada del senyal de RESTABLECIMENT Consulteu "13.10.5 Funcionament d'ERROR UNITAT IRON (error del sensor)" |
| 13 | Error 15 | TEMPS DEL SENSOR INFERIOR ACABAT | Condició d'ocurrència Condició de recuperació Operació | No pot detectar la posició inferior de la planxa dins del temps de configuració del temps U/D després de la sol·licitud de pujada / baixada de planxa. Funcionament del tauler tàctil o entrada del senyal de RESTABLECIMENT Consulteu "13.10.5 Funcionament d'ERROR UNITAT IRON (error del sensor)" |
| 14 | Error 16 | ERROR D'ESCRIPCIÓ | Condició d'ocurrència Condició de recuperació Operació | La placa de control no pot rebre correctament el valor de configuració introduït pel panell de la placa de visualització. Funcionament del panell tàctil o entrada del senyal de RESET Continua el funcionament automàtic i el control de la sortida de l'escalfador. |
| 15 | Error 17 | ERROR DE CÀRREGA | Condició d'ocurrència: Operació de condicions de recuperació | Quan la pantalla de transició de la pantalla de paràmetres del sistema, la pantalla de configuració de la condició de soldadura i la pantalla d'ajust automàtic, no pot rebre un valor correcte del tauler de control. Funcionament del panell tàctil o entrada del senyal de RESET Continua el funcionament automàtic i el control de la sortida de l'escalfador. |
- El valor no es fixa quan es realitza per llegir el valor de configuració per la comunicació externa mentre es produeix un error de memòria.
- L'aturada de l'operació es troba en l'estat del manual d'instruccions OMEGA-1 "10.1.1 Parada automàtica de l'operació".:
Llista de codis ASCII
| Superior
Abaix |
00h | 10h | 20h | 30h | 40h | 50h | 60h | 70h |
| 00h | NUL | DLE | espai | 0 | @ | P | ` | p |
| 01h | SOH | DC1 | ! | 1 | A | Q | a | q |
| 02h | STX | DC2 | " | 2 | B | R | b | r |
| 03h | ETX | DC3 | # | 3 | C | S | c | s |
| 04h | EOT | DC4 | $ | 4 | D | T | d | t |
| 05h | ENQ | NAK | % | 5 | E | U | e | u |
| 06h | ACK | SYN | & | 6 | F | V | f | v |
| 07h | BEL | ETB | ' | 7 | G | W | g | w |
| 08h | BS | CAN | ( | 8 | H | X | h | x |
| 09h | HT | EM | ) | 9 | I | Y | i | y |
| 0 Ah | LF | SUB | * | : | J | Z | j | z |
| 0 Bh | VT | ESC | + | ; | K | [ | k | { |
| 0 cap | FF | FS | , | < | L | ¥ | l | | |
| 0Dh | CR | GS | – | = | M | ] | m | } |
| 0 Eh | SO | RS | . | > | N | ^ | n | ~ |
| 0Fh | SI | US | / | ? | O | _ | o | DEL |
* Com veure la llista de codis ASCII
(Codi ASCII) = (Superior) + (Inferior) per exemple) Quan "A": (41h) = (40h) + (01h) Quan "m": (6Dh) = (60h) + (0Dh)
Manteniment
Els elements necessaris per a la inspecció diària són els següents:
Nota: quan la inspecció, apagueu l'alimentació i refredeu la punta del ferro.
- Existència de cable de soldadura: si el cable de soldadura no és suficient, canvieu-lo per un de nou.
- Desgast de la punta de ferro
Si el resultat de la soldadura es torna inestable, canvieu-lo per un de nou. La vida útil de la punta del ferro depèn del temps d'escalfament, del punt d'alimentació de la soldadura i de la velocitat.
Trencament de l'escalfador - Les causes d'una ruptura de l'escalfador quan la lamp La indicació d'error de temperatura està activada i el controlador de temperatura és normal són els següents:
(1) La ruptura de l'escalfador. Canvia el cartutx de ferro
(2) La ruptura del cable del relé. Canvia el cordó de ferro.
(3) La punta de ferro està desgastada. Canvia el cartutx de ferro - Pressió de l'aire
Assegureu-vos que la pressió de l'aire si és adequada. (0.4-0.6MPa) 5) Obstrucció del conjunt de tubs Si la part superior (costat de sortida) del conjunt de tubs s'obstrueix amb un flux o cable de soldadura, traieu-lo i netegeu-lo amb alcohol. - Moviment cap amunt/baix Assegureu-vos que el moviment cap amunt/baix de la unitat de ferro de la unitat de ferro és suau. A més, assegureu-vos que no hi ha flux enganxat a les peces mòbils.
- Fulla de tall i corró de pessiga per a l'alimentació del fil de soldadura Assegureu-vos que el flux o la soldadura no s'enganxi a les parts anteriors. Si és així, netegeu-lo amb un raspall de filferro suau (llautó) i alcohol.
- Després de cada 5,000 punts de soldadura Comproveu la temperatura de la punta de soldadura amb un termòmetre. Si hi ha una diferència entre la temperatura mesurada i la real, feu el calibratge de TCL1 al paràmetre del sistema.
- Cada mes Assegureu-vos que un cable de soldadura passa pel tub de filferro de soldadura. Si no, netegeu el tub interior o substituïu-lo.
- Cada any Envieu el termòmetre a un agent autoritzat per al calibratge.
Ajust i alineació de l'alimentador ZSB (opció)
(En el cas del rodet de pessic, ajusteu només l'alçada.)
Ajusteu l'alimentador ZSB de la següent manera:
La profunditat de tall de la fulla ZSB s'ha d'ajustar correctament per funcionar correctament. Ajusteu-lo i netegeu-lo cada cop abans d'utilitzar-lo.
- Traieu la coberta després de perdre cinc cargols de fixació.

- Afluixeu el cargol de fixació "1" per a l'eix de la fulla de tall d'alineació i la femella de fixació "2" per ajustar la posició de l'eix. A continuació, moveu la posició de l'eix de la fulla perquè coincideixi amb el centre de la fulla de tall i la ranura en V del corró inferior.

- Premeu el cargol de fixació "1".
- Col·loqueu el passador de la bobina mentre quedi sense la coberta i, a continuació, col·loqueu el cable de soldadura.

- Premeu cap avall la palanca cap endavant/marrere i alimenteu el cable de soldadura i, a continuació, assegureu-vos que la fulla de tall faci forats al centre del cable de soldadura. Si els forats no estaven al centre, ajusteu la posició de l'eix de la fulla de tall i, a continuació, alimenteu el cable de soldadura i comproveu-lo.

- Talleu el cable de soldadura amb forats perpendicularment i comproveu la secció transversal. Assegureu-vos que la fulla de tall penetri al nucli de flux.
Si la profunditat de tall no era suficient o massa profunda, afluixeu la femella "4" i ajusteu el cargol d'ajust "3" perquè la profunditat de tall penetri al nucli de flux.
Després d'això, torneu a alimentar la soldadura, talleu el cable i torneu a comprovar la secció transversal.
- Completa l'ajust de l'alineació i la profunditat de la fulla de tall i augmenta la temperatura de la punta del ferro. A continuació, foneu el cable de soldadura amb forats. I assegureu-vos que el flux surti pels forats.

- Torneu a posar la coberta i premeu cinc cargols de fixació.
Manipulació de la punta de ferro
Introducció
La soldadura és una tècnica que connecta un metall amb un altre metall per reacció d'aliatge.
El material de soldadura es fon, però el material mare (peces metàl·liques a la peça de treball) mai es fon per soldadura.
Hi ha tres factors importants (tres grans factors de soldadura) per a la reacció de l'aliatge de la següent manera:
Neteja de la superfície metàl·lica
Formació d'una capa d'aliatge que en fondre la soldadura i connectar-se a la superfície metàl·lica Font de calor que s'ha de mantenir a una temperatura adequada per tal de formar una capa d'aliatge mitjançant la soldadura.
La punta del ferro de soldadura està relacionada amb la formació de la capa d'aliatge i la font de calor. Per tant, és molt important tenir una bona cura de la punta de soldadura per fer una soldadura estable.
La punta de soldadura Apollo (model DS, DN, SB, SG i DX) es va adonar de l'alt rendiment i la llarga vida útil utilitzant coure lliure d'oxigen com a material mare amb un revestiment de ferro especial i un tractament acurat.
Normalment, la vida útil de la punta és d'uns 20,000 punts. Tanmateix, si s'utilitza a més de 380 C o
si es solda amb una mala posició d'alimentació de la soldadura, la vida útil s'escurça molt fins a aproximadament 5,000 punts causada per la "corrosió de la placa de ferro". Per tant, utilitzeu-lo amb condicions adequades.
- Col·loqueu una punta de ferro, a continuació, el recobriment de resina de vinil de la punta de ferro s'esquerda i es desenganxa durant l'augment de la temperatura. Si us plau, utilitzeu-lo després de fer la soldadura prèvia mitjançant la soldadura, inclòs el flux.
- La punta de ferro s'ha de col·locar al suport de ferro després de la soldadura prèvia a la punta de ferro. Si la punta es deixa al suport sense soldadura després de la neteja, la punta s'oxida i no es pot mullar amb la soldadura.

- Si quedaven residus de flux o d'òxid a la punta del ferro, traieu-los lleugerament amb la part posterior d'un tall com un tall. NO file la punta del ferro perquè el revestiment de ferro es pot pelar, llavors la punta del ferro no es pot mullar amb la soldadura.
Si una punta no es mulla amb la soldadura...
Traieu completament la soldadura prèvia a la punta.
Raspalleu lleugerament la punta del ferro amb un raspall de filferro de llautó.
Foneu una soldadura nova inclòs el flux a la punta o submergiu la punta del ferro en una olla de soldadura. Traieu la soldadura innecessària amb una esponja humida. Feu la soldadura prèvia aviat
La punta es mullarà amb soldadura pel procés anterior.
- Comproveu la punta del ferro amb els ulls cada vegada fixat
Es deixa òxid a la punta del ferro. Estudi del nombre de neteja de cops d'aire. L'"augment de la soldadura" supera l'àrea de soldadura. Es produeix un mal funcionament en llevat una corrosió per element de clorur en flux. Substituïu la punta del ferro.
Mal flux de soldadura Traieu completament la soldadura prèvia a la punta del ferro. Refredar-lo a temperatura ambient i eliminar l'oxidació amb un paper de vidre. A continuació, torneu a engegar-lo i feu una soldadura prèvia a la superfície de la punta del ferro durant l'augment de la temperatura. Transformació de punta de ferro Necessitat de canviar la punta de ferro per la corrosió de l'element de clorur en flux i fenomen de desgast. - Comproveu si hi ha defecte de soldadura
| Imperfecció de connexió elèctrica per membrana de flux. | Netegeu la superfície i feu que la temperatura de la punta del ferro sigui alta i l'escalfament durant més temps. |
| Superfície de soldadura rugosa | Aquest defecte es produeix si la temperatura de calefacció és alta o baixa. Ajusteu-lo a la temperatura adequada. |
| La soldadura s'elimina i es desprèn perquè la soldadura no es fon. | Shortage de calor |
| Flux de soldadura | Es pot produir un mal funcionament si la temperatura d'escalfament és alta, el temps d'escalfament és llarg o es subministra una quantitat d'alimentació de soldadura superior. |
Hi ha molts defectes de soldadura excepte els esmentats anteriorment de la següent manera: "Solder shortage”, “Garabolla”, “Excés de soldadura”, “Película en flames”, etc.
Si us plau, seleccioneu la condició adequada veient els estats de soldadura.
Com canviar la punta de ferro
Tipus DX, X-*** 
- Assegureu-vos d'"apagar" la unitat i deixeu que el cartutx de planxa (DX-HET i X-tip) es refredi. Estireu cap avall el DCX-HET i la punta X..
- Traieu la punta X del DX-HET.

- Netegeu la substància inhibidora de la crema enganxada a la part superior del DX-HET. Es pot netejar fàcilment amb un drap sec.

- Inseriu una nova punta X a DX-HET.
Assegureu-vos que s'ha aplicat la substància inhibidora de la combustió i introduïu una nova punta X.
- Com es mostra a l'esquerra, la part superior de DX-HET no s'ha cobert amb substància inhibidora de la crema. Per aplicar la substància inhibidora de la combustió a DX-HET, torneu a inserir la punta X, tireu-la cap avall, gireu-la cap a l'esquerra i la dreta diverses vegades.

- Assegureu-vos que la substància inhibidora de la combustió s'ha aplicat a tota la part superior del DX-HET tal com es mostra a l'esquerra. A continuació, inseriu la punta X amb fermesa mentre ajusteu la ranura de la clau a la posició correcta.
![]() Assegureu-vos d'apagar l'alimentació de la unitat i deixeu que el DCX-HET i l'X-tip es refredin abans de substituir-lo.
Assegureu-vos d'apagar l'alimentació de la unitat i deixeu que el DCX-HET i l'X-tip es refredin abans de substituir-lo.
Tipus DS-***, DN-***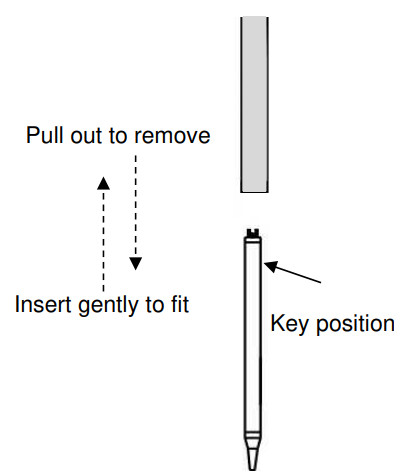
- Assegureu-vos d'apagar l'alimentació i deixar que el cartutx de planxa es refredi. Estireu cap avall el cartutx de ferro per treure'l.
Si no surt, utilitzeu un tub de silicona per tirar-lo cap avall fent "una mica de força". - Per inserir el cartutx de ferro nou, introduïu-lo suaument fins que arribi al final del tub del cartutx. Gireu-lo fins que sentiu que la clau cau o feu clic a la seva posició. Quan sentiu un clic, inseriu-lo fermament.
*NO introduïu la planxa mentre la clau estigui en la posició incorrecta o la clau estigui danyada.
- Feu lliscar l'anell de silicona per sobre del cartutx de ferro fins que quedi directament sota el suport.
![]() Precaució
Precaució
- Assegureu-vos d'apagar l'alimentació i deixar que el cartutx de planxa es refredi.
- Realitzeu "Auto Tuning" després de substituir el cartutx de ferro.
- Assegureu-vos que la temperatura que es mostra al controlador de temperatura i la temperatura mesurada pel termòmetre de punta coincideixen després de substituir el cartutx de ferro.
- Si l'anell de silici no està connectat correctament, pot provocar una ignició.
Llista de peces consumibles
| Imatge | Tipus | Descripció | Observacions |
|
|
Cartutx de ferro | ||
|
|
TAL.*-***S60 | Conjunt de tubs de soldadura per punt/corredissa | |
|
|
Anell | Anell de silicona (paquet de 10 unitats) | |
|
|
125M-601 | Filtre de ventilador per a OMEGA (paq. de 5 unitats) |
Es recomana substituir aquest filtre cada 500 hores de funcionament, però ajusteu el període de substitució segons les vostres condicions d'ús i l'entorn d'ús. |
|
|
ZSB-1001-40T | Fulla de ruleta per a Φ0.6~1.6 (40 dents) | |
|
|
ZSB-1001-80T |
Fulla de ruleta per Φ0.4~0.5 (80 dents) |
![]() Apollo Seiko Ltd.
Apollo Seiko Ltd.
2271-7 Jinba, Gotenba-shi,
Shizuoka, Japó 〒412-0047
TEL:+81-(0)550-88-2828
FAX: +81-(0)550-88-2830
Correu electrònic: sales@apolloseiko.co.jp
URL: https://www.apolloseiko.co.jp
Documents/Recursos
 |
Controlador de soldadura APOLLO DS3 [pdfManual d'instruccions Controlador de soldadura DS3, DS3, controlador de soldadura, controlador |